
Доработка 3D-принтера (FDM)
Пролог
К 3D-принтеру у меня душа не лежала
. После того, как мне его отдали в условно-рабочем состоянии, он год пролежал в шкафу разобранный. Даже уже и не помню как и откуда я черпнул мотивации на то, чтобы его собрать и запустить. Но-таки собрал и запустил. И тут началось...
Сборка 3D-принтера, запуск, пробная печать
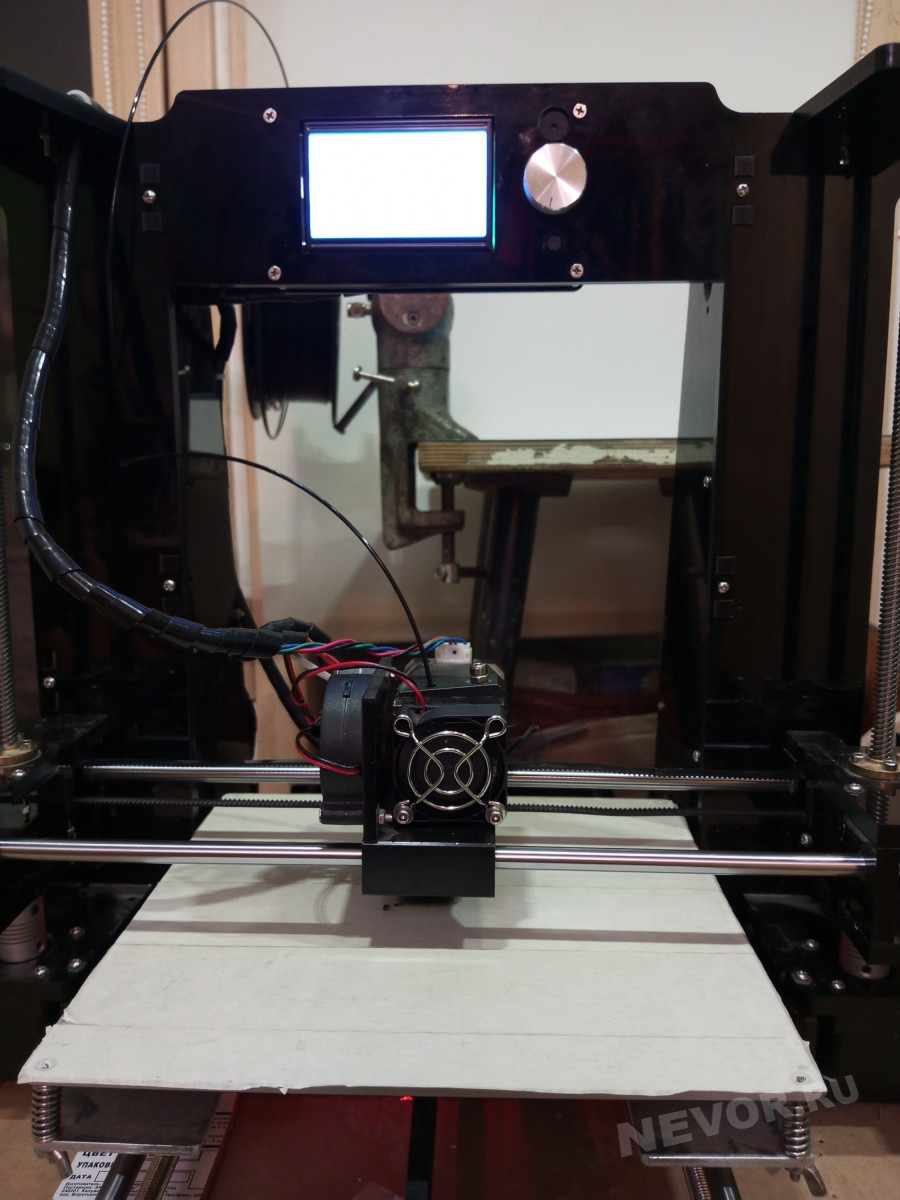
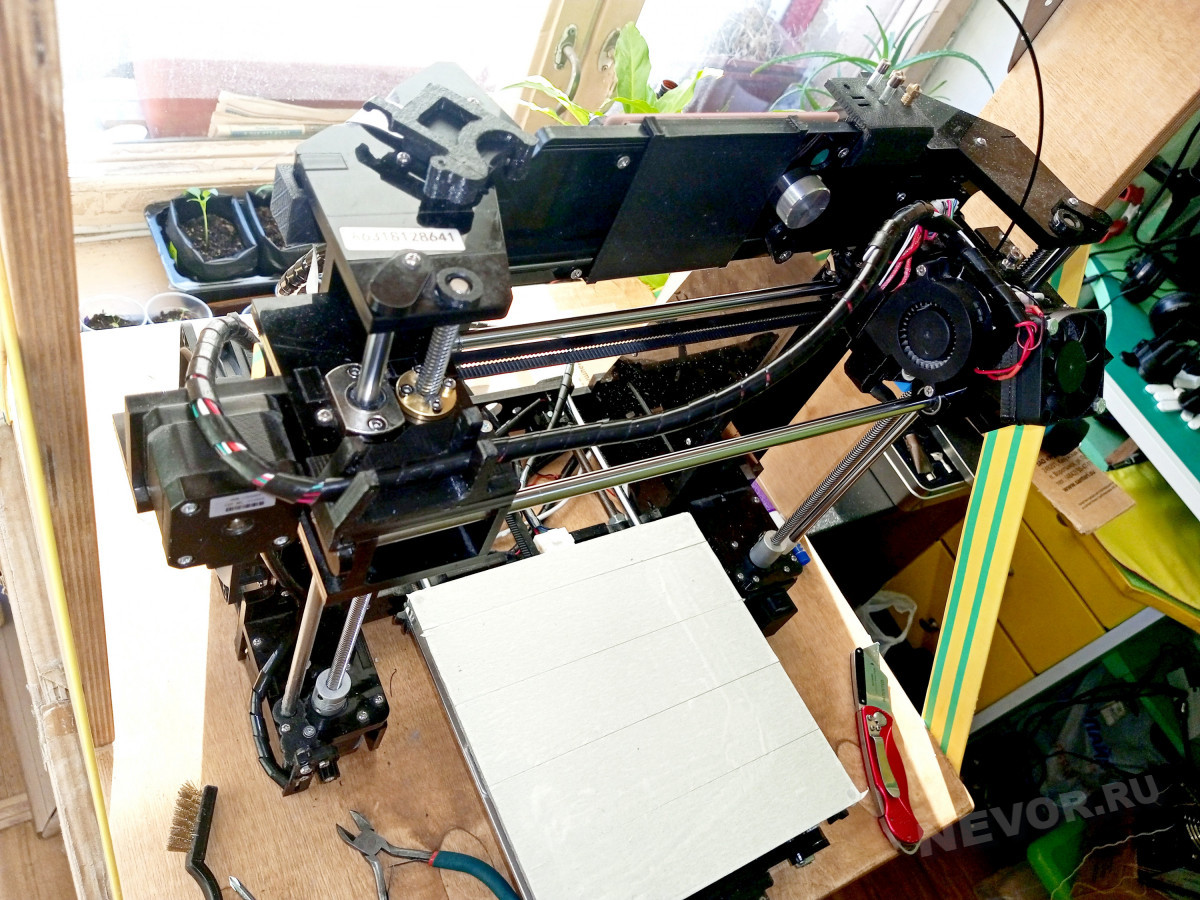
На фото ниже первый запуск собранного Anet A6. Катушку не знал как и куда приладить. В итоге поставил на подоконник старый табурет, прикрутил к нему тиски, в тисках зажал какую-то трубку и повесил катушку на неё.
Заработало оно приблизительно также, как и выглядело. Т.е. никак. Вместо окружностей печатало какие-то овалы с расслоениями. Методом проб и ошибок было выяснено, что многое зависит от качества печати первого слоя и адгезии материала к столу.
Поэтому пришлось почитать форумы и статьи по теме. Заклеить алюминиевый стол бумажным скотчем и настроить условно-ровное положение стола. Потом я пару дней разбирался с температурой стола и сопла – где, в какое время и какая. В итоге первый слой начал прилипать и печать пошла дальше.
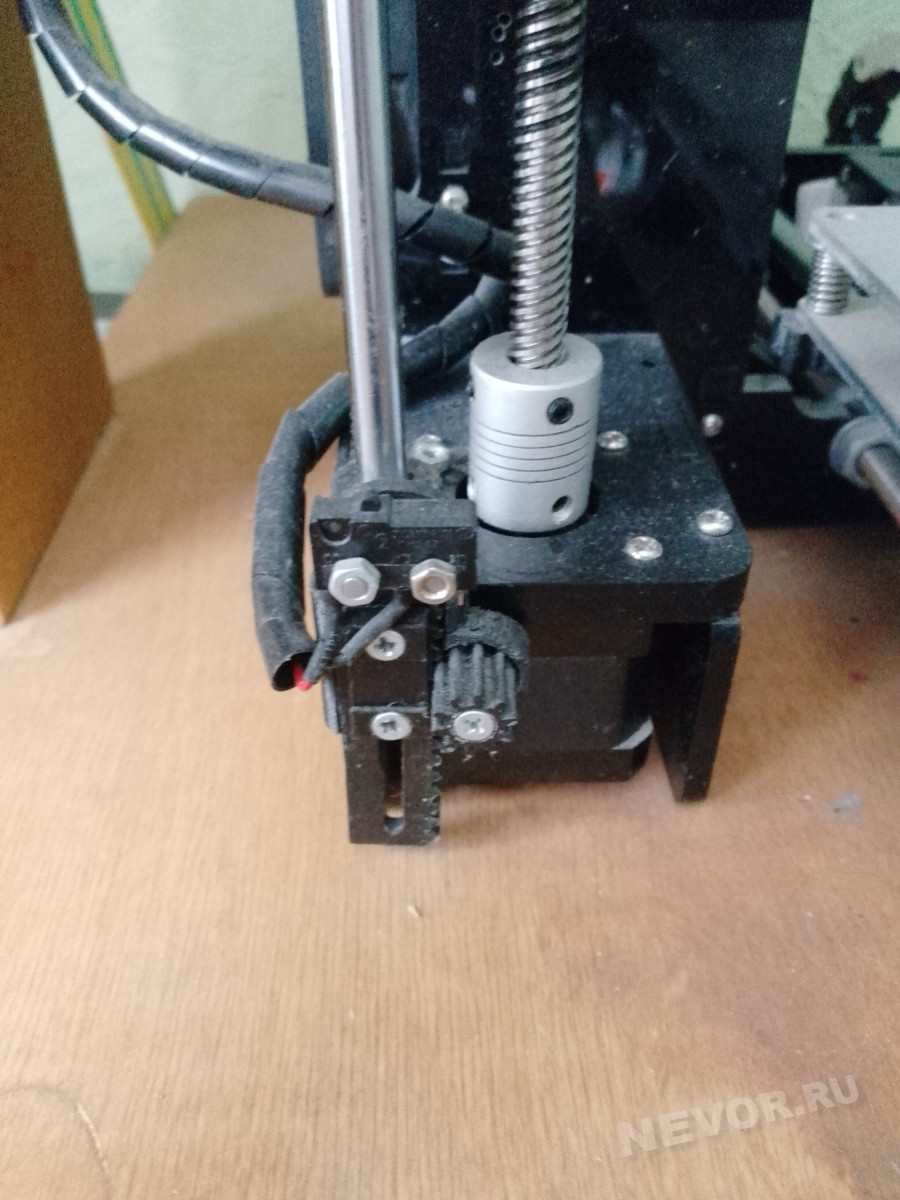
Центровка направляющих винтов оси Y
Далее процесс упёрся в неравномерное поднятие стола. Направляющие двигались неравномерно, застревали на определённой высоте и положение стола сбивалось. Пришлось делать первую доработку – вставки для центровки направляющих винтов оси Y. Благо детальки были маленькие и невысокие. Поэтому геометрия у них получилась сносная, а винты стали поднимать стол равномерно. Эта проблема решилась.

Переборка экструдера
Из-за полного отсутствия знаний в области 3D-печати, я не сразу понял как в принципе устроен экструдер. Как позже оказалось, собран он был неправильно и температура в нём как в изделии распределялась неравномерно и не так, как технологически задумано. На фотографиях ниже видно мои потуги как-то всё это отладить и починить.
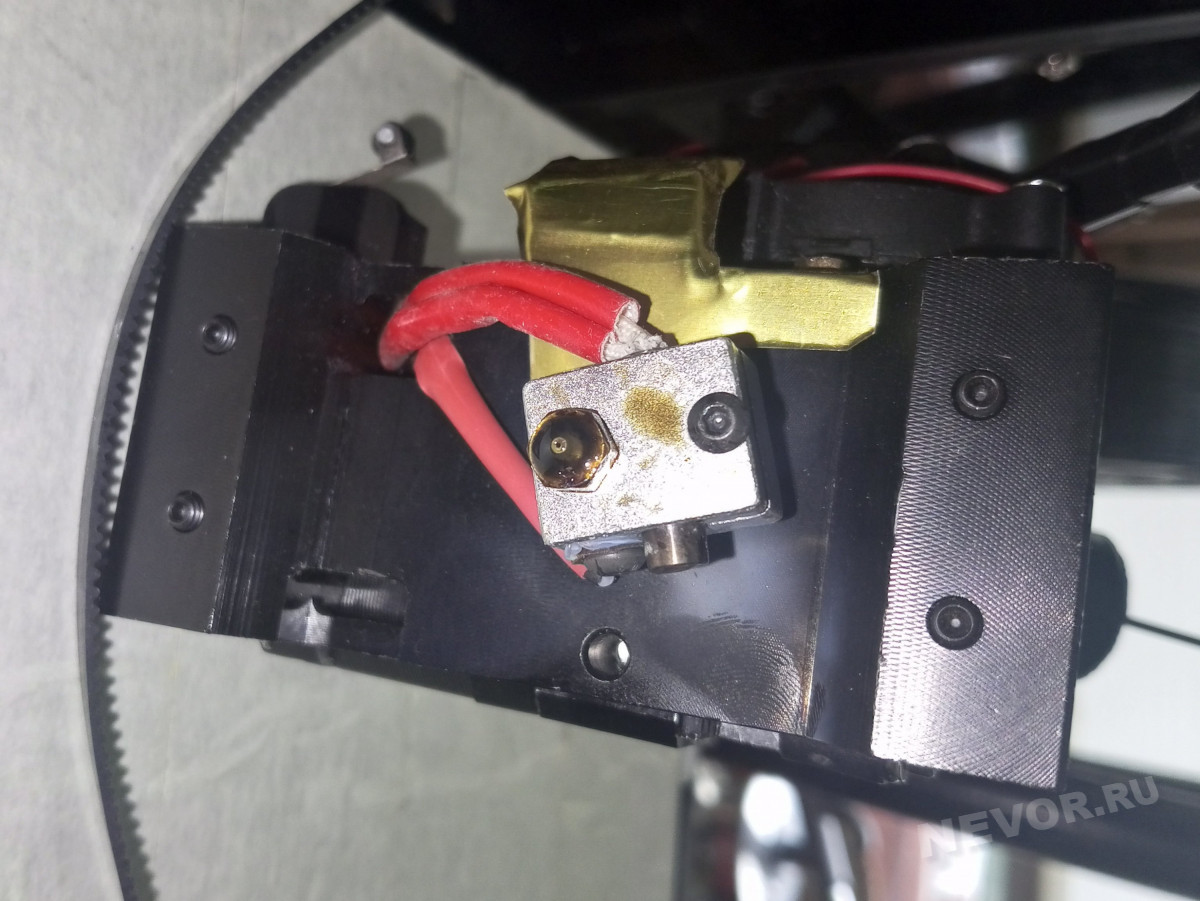

Я из стеклоткани делал прокладки, из жести делал экраны и направлял обдув не туда, куда надо (потому что не все детали были в комплекте). В итоге заказал новый экструдер, ознакомился с ним, понял как он устроен. Понял всю схемотехнику и процессы. В итоге собрал как надо.
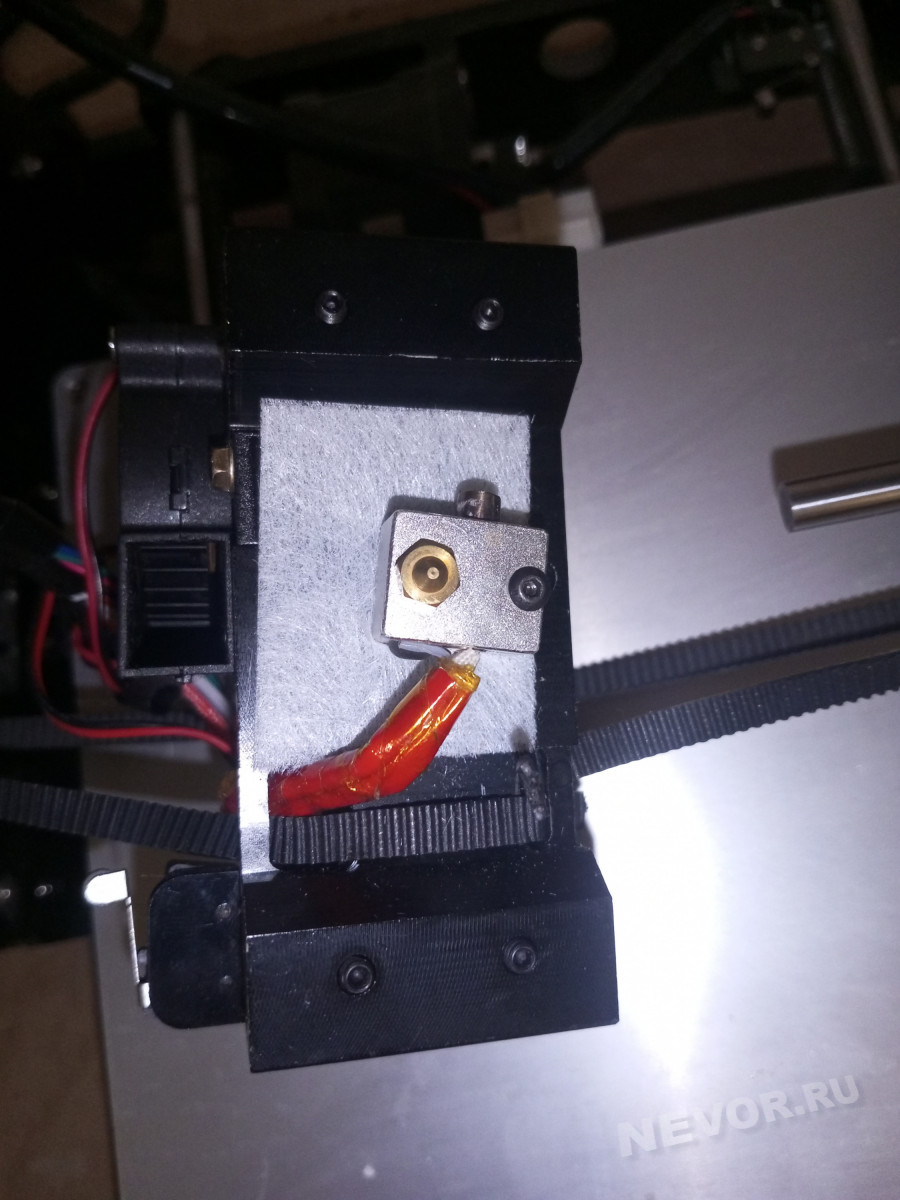
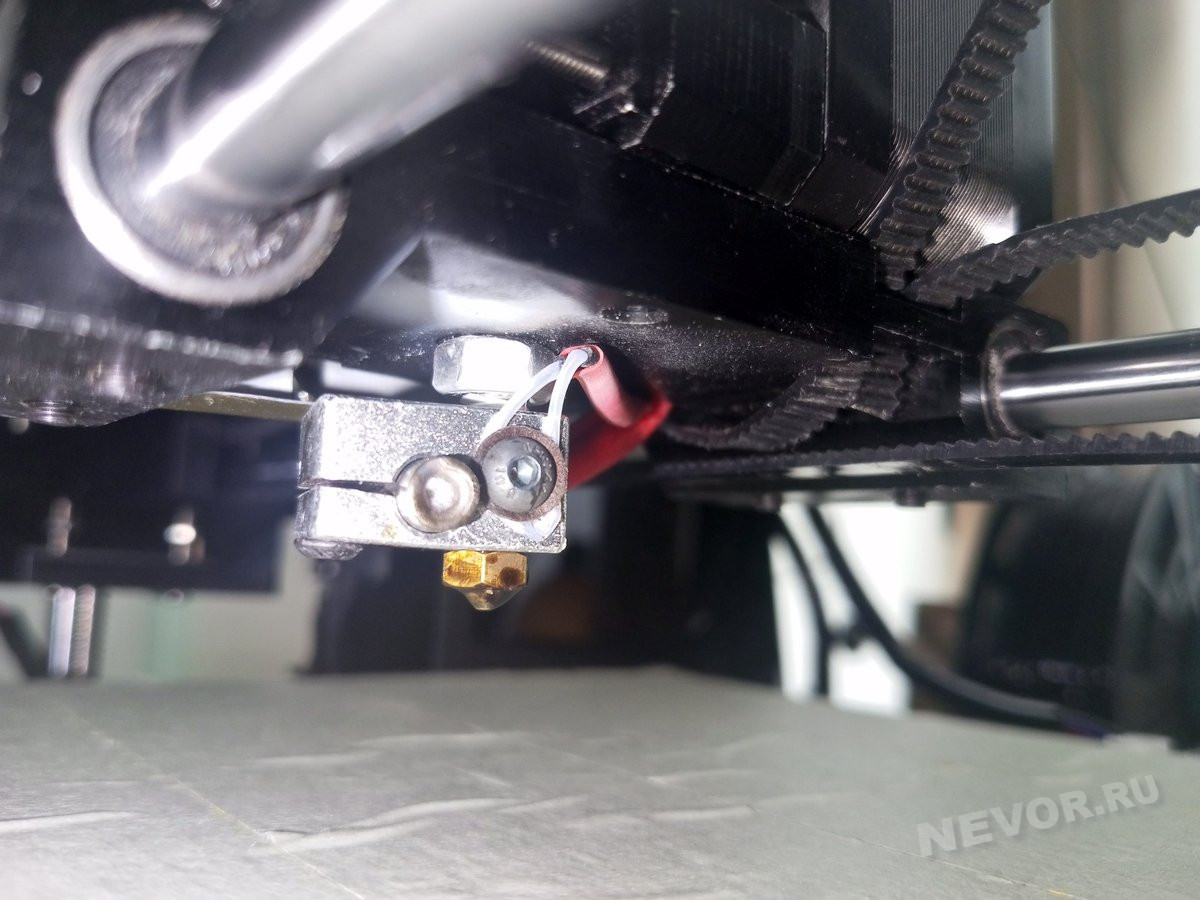
Позже несколько раз перебирал экструдер, докупал различные сопла (разных форм и из разных материалов), корпуса различной формы и теплоизоляторы из силикона. Экспериментировал уже с нюансами, добиваясь оптимального для себя результата. Сейчас печатаю одним латунным соплом без изоляторов. Выглядит сам экструдер в сборе как на этой фотографии:
Дополнительная рама для стабильности печати
Некоторое время я печатал условно-приемлемые изделия и параллельно учился проектировать в CAD-программах. При этом ко мне достаточно быстро пришло понимание того факта, что стабильность всей конструкции в целом сильно влияет как на точность печати, так и на её скорость. А у подобной конструкции принтера масса недостатков. Начиная с того, что он из акрила.
Чтобы всё это минимизировать, я принял решение сделать раму из фанеры. Она же позже послужила хранилищем для всего инструмента, который я использую при печати. А также для филамента, который я чаще всего использую.
Сначала я закрепил к раме все нижние детали принтера и стол перестал гулять
. Потом я пробовал различные варианты крепления верхних частей корпуса принтера к раме. Не с первого раза, но удалось добиться стабильности и тут.
Скорость печати я смог увеличить в 2 раза. Выше задирать скорость уже получалось плохо – начинало страдать качество печати. Но для черновой печати иногда выкручиваю скорость до 300%. Качество получается приемлемое, если деталь не габаритная.
Регулировка высоты стола (ось Z)
Как уже отмечал выше, настройка стола и правильных зазоров между соплом и столом влияет на очень многое в качестве печати. Особенно на адгезию первого слоя, вероятность отслоения детали от стола в процессе печати и на качество спекания слоёв. А у Anet A6 юстировка стола по команде в софте – слабое место. Датчик 2 раза в одно и то же положение практически никогда не становится. Также приходится учитывать толщину наклеенного на стол бумажного скотча.
Приходится подстраивать высоту датчика время от времени, чтобы не крутить вкруг 4 винта на столе и не промерять углы на зазоры. Для целей быстрой подстройки распечатал устройство, регулирующее положение датчика оси Z. Эта деталь сэкономила мне уйму времени и нервов.
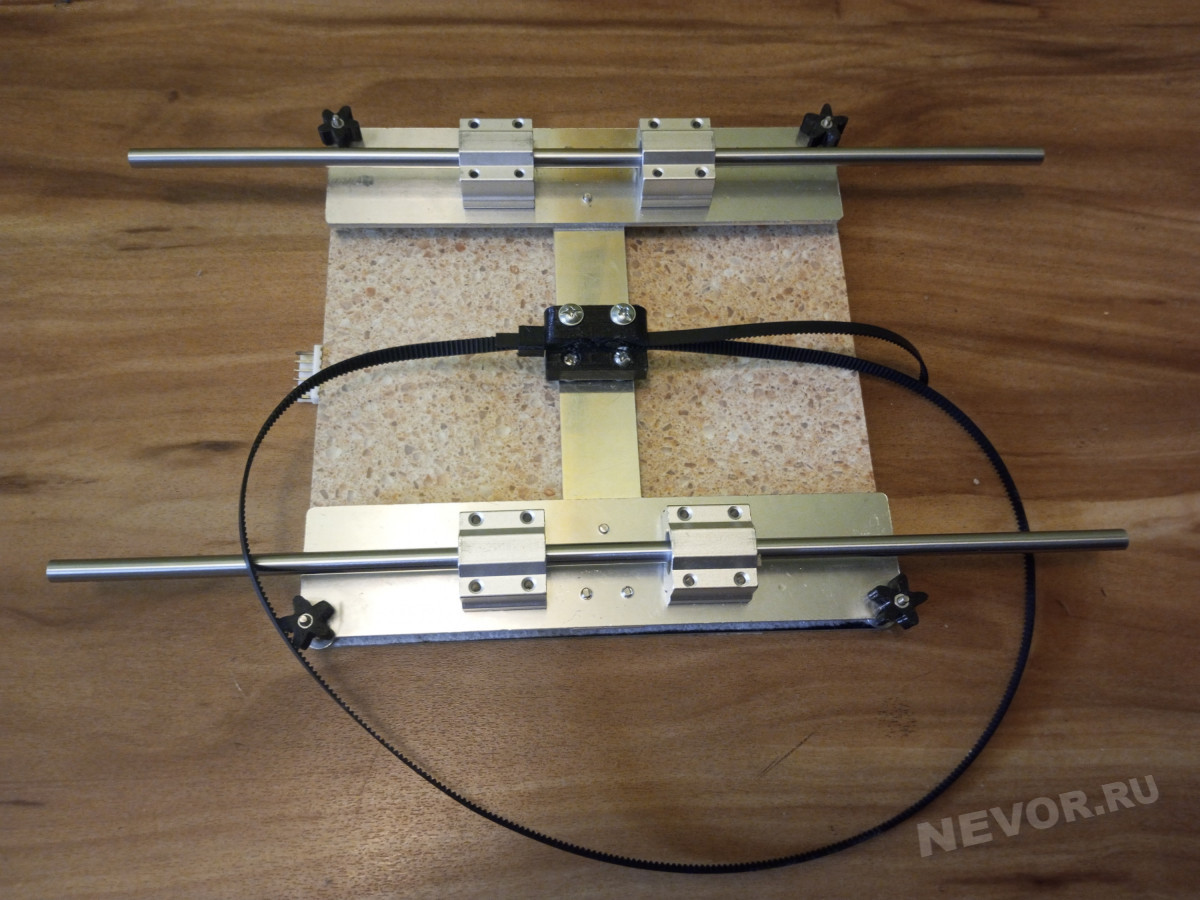
Натяжитель ремня оси Y
Чуть позже выяснилось, что правильная настройка приводных ремней, их положение, параллельность и равномерность натяжения очень сильно влияют на геометрию печатаемой детали. Натяжка ремня оси X у меня осуществляется за счёт конструкции принтера, правильной затяжкой упора направляющей. И для неё я деталей дополнительных печатать не стал (хотя они есть в сети).
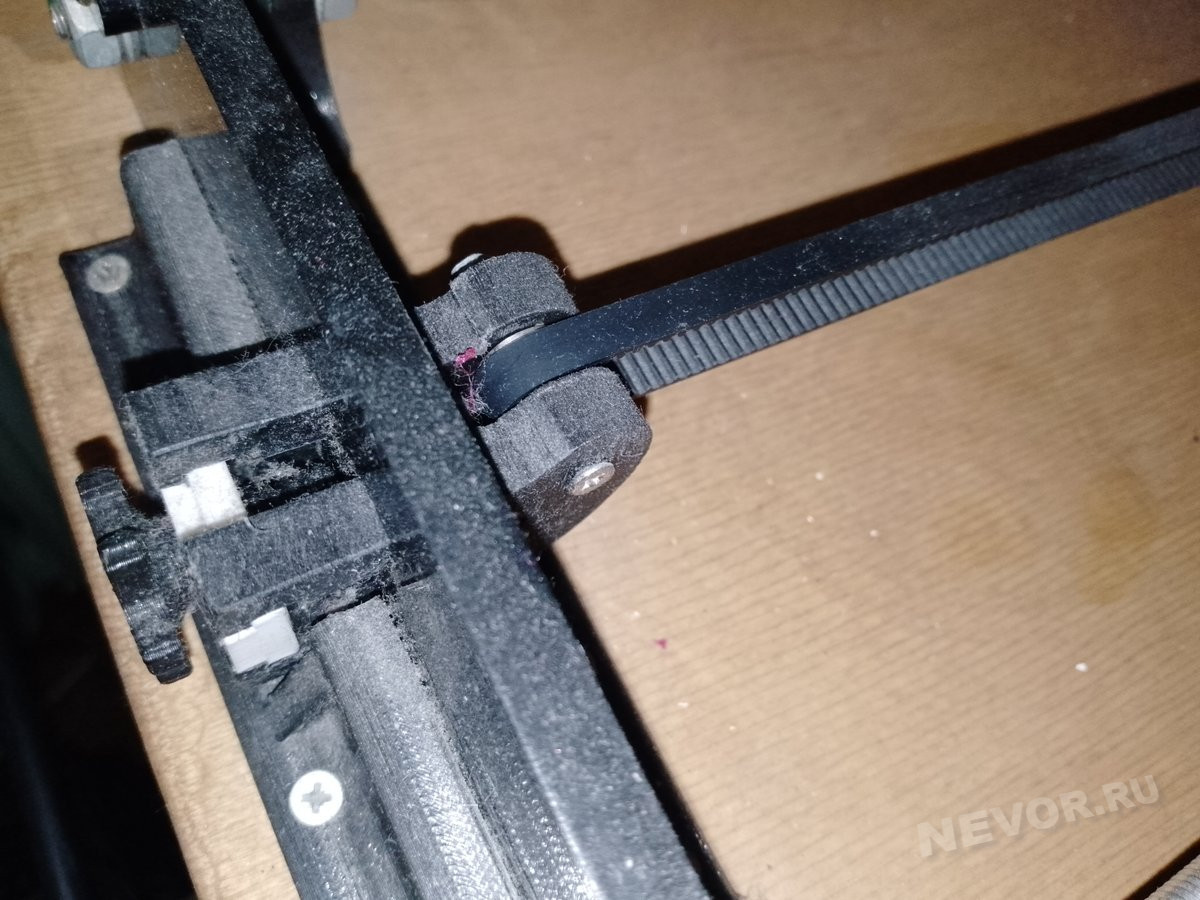
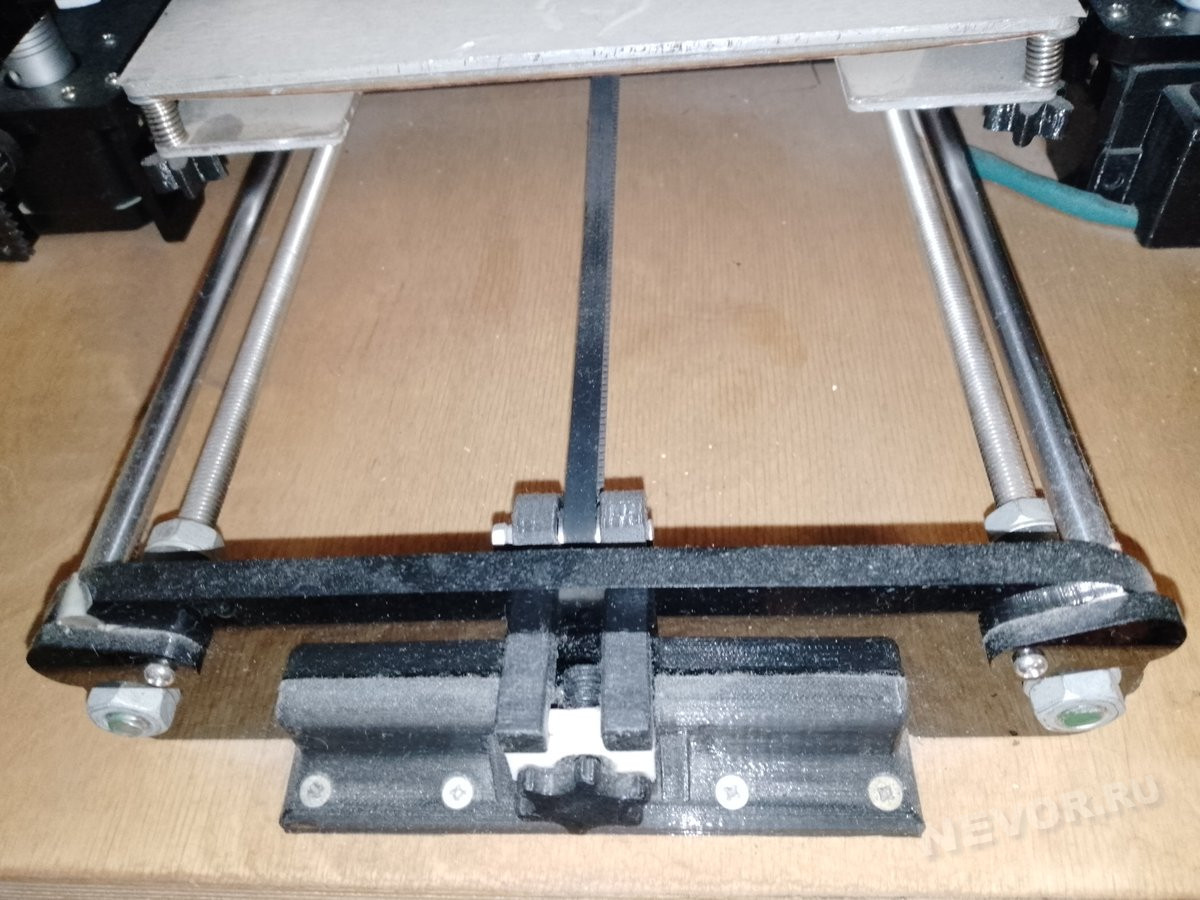
А вот ремень стола (ось Y) пришлось дорабатывать по-полной. И систему регулировки натяжения делать и само крепление ремня к столу переделывать. И тут удалось добиться не идеальных, но приемлемых результатов.
Ремень на оси Y изнашивается и деформируется сильнее всего. Подшипники стола тоже вырабатываются быстрее остальных. Поэтому стол у меня отнял больше всего времени и доставил больше всего проблем.
Я и подшипники разболтавшиеся менял на напечатанные на этом же принтере втулки скольжения (причём дважды). Но фотографий не сохранилось, а разбирать стол только для демонстрации втулок неохота. Буду в следующий раз менять – сфотографирую и дополню статью.
Переделка стола
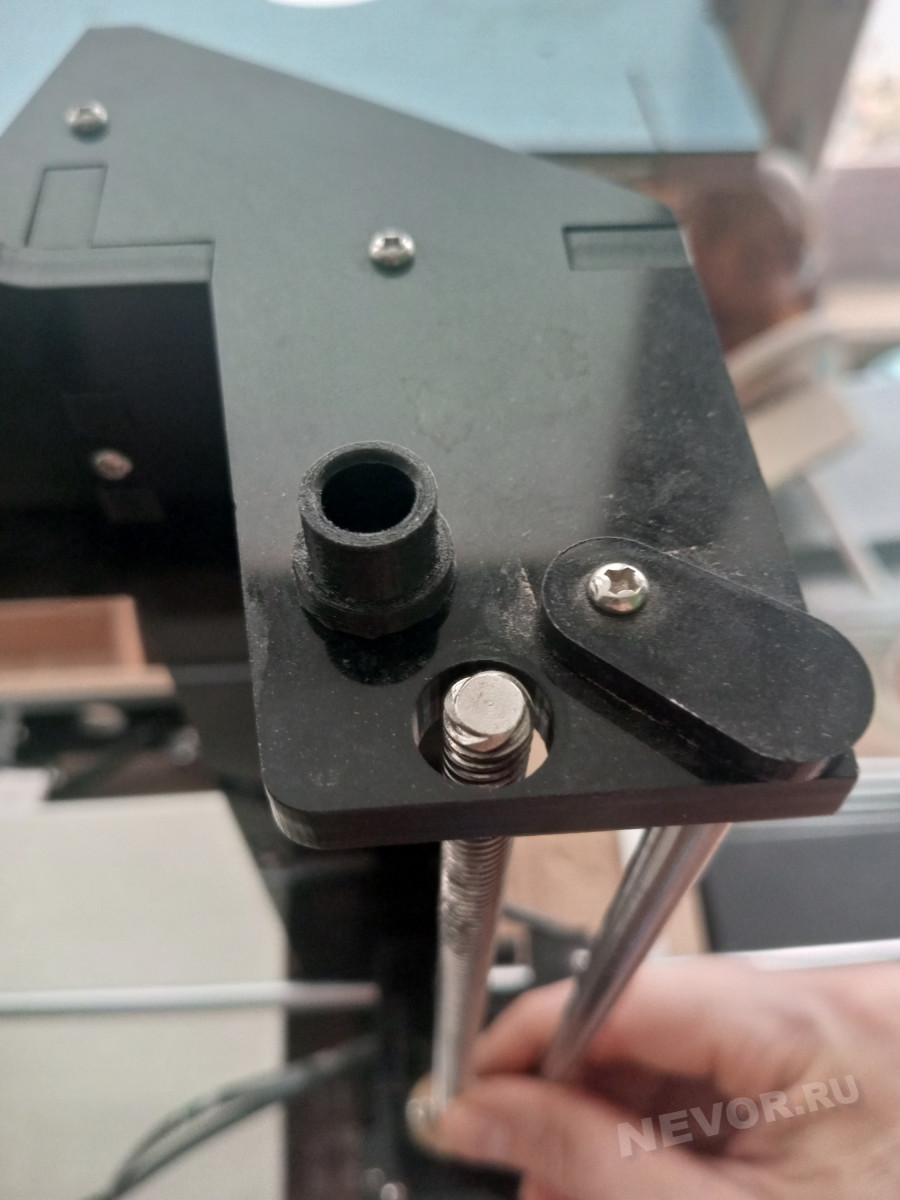
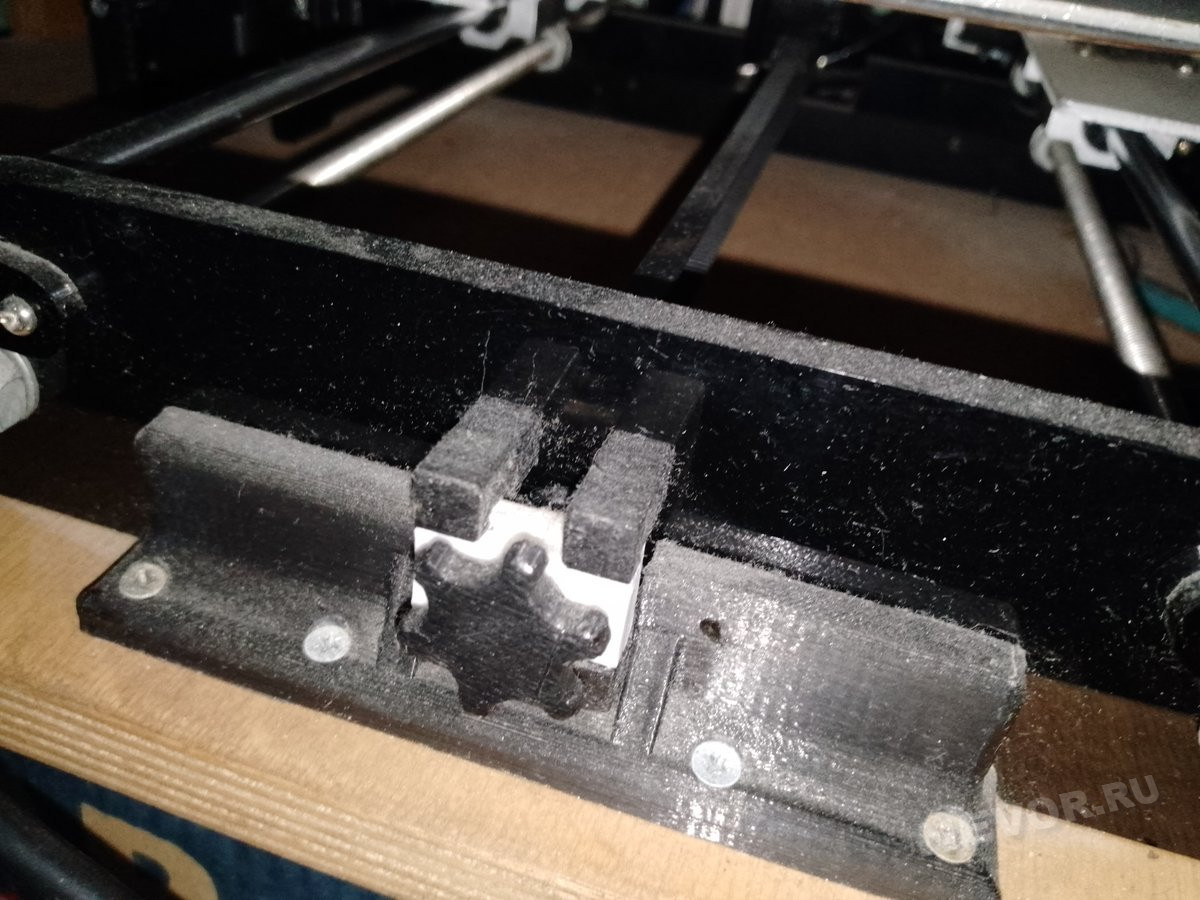
Изначально на столе были очень неудобные регулировочные гайки. Их можно было регулировать только в выключенном состоянии. Я распечатал им замену – такую же неудобную. По причине их многогранности.
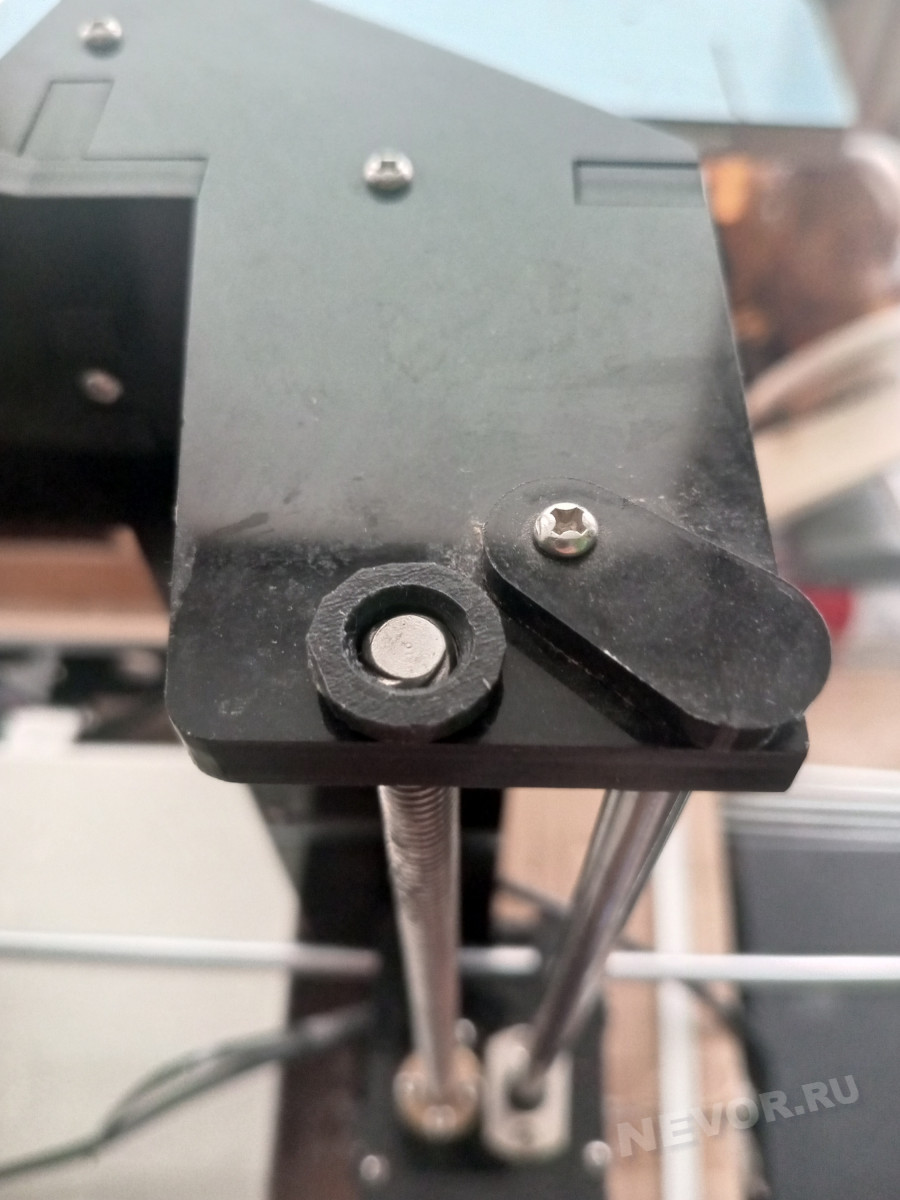
Крутить такие во время работы принтера (а иногда это очень нужно сделать) крайне неудобно. При этом таких вот гаек и им подобных на различных сайтах с моделями выше крыши. А нормальных я так и не нашёл. Пришлось рисовать свои. В итоге гайки у меня пятиконечные, легко поворачиваются пальцем в обе стороны и стол в любое время можно отрегулировать. Даже в движении.

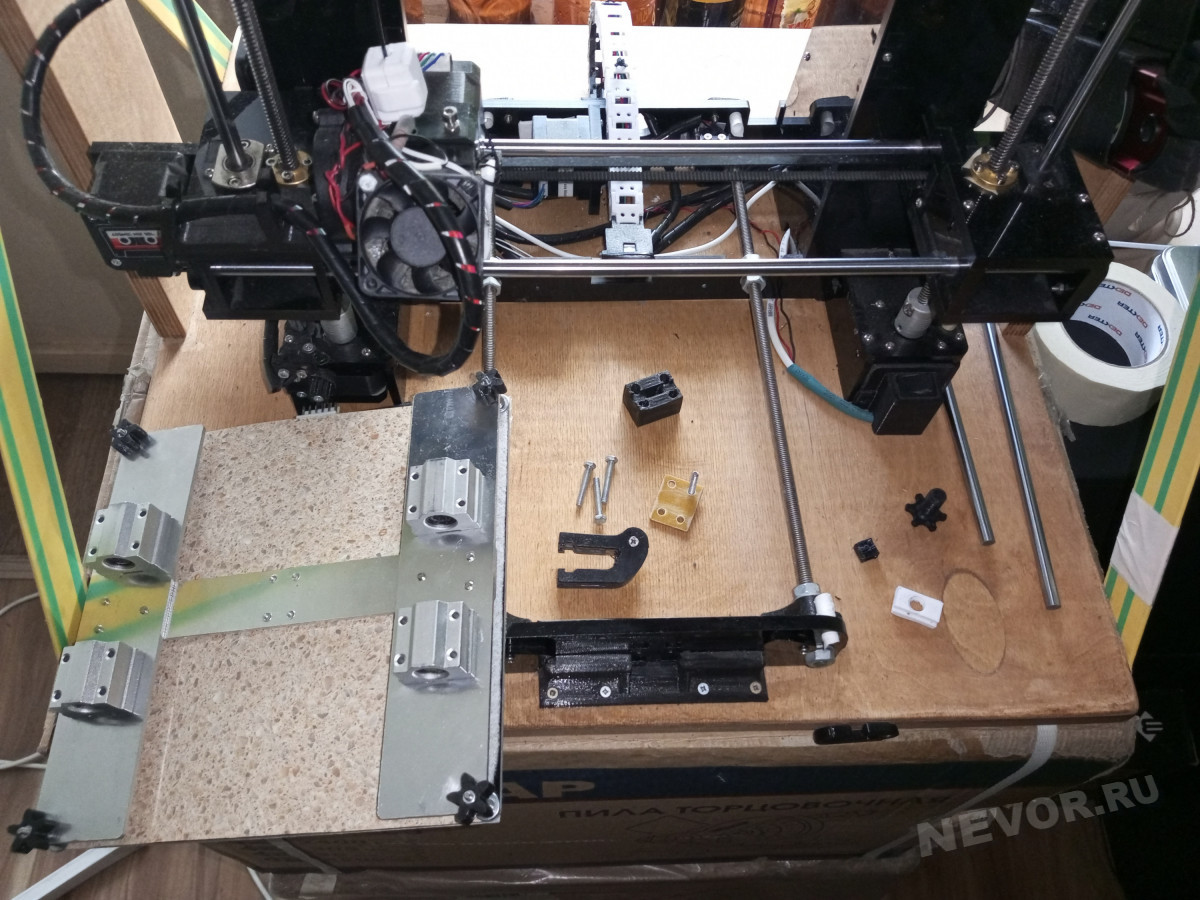
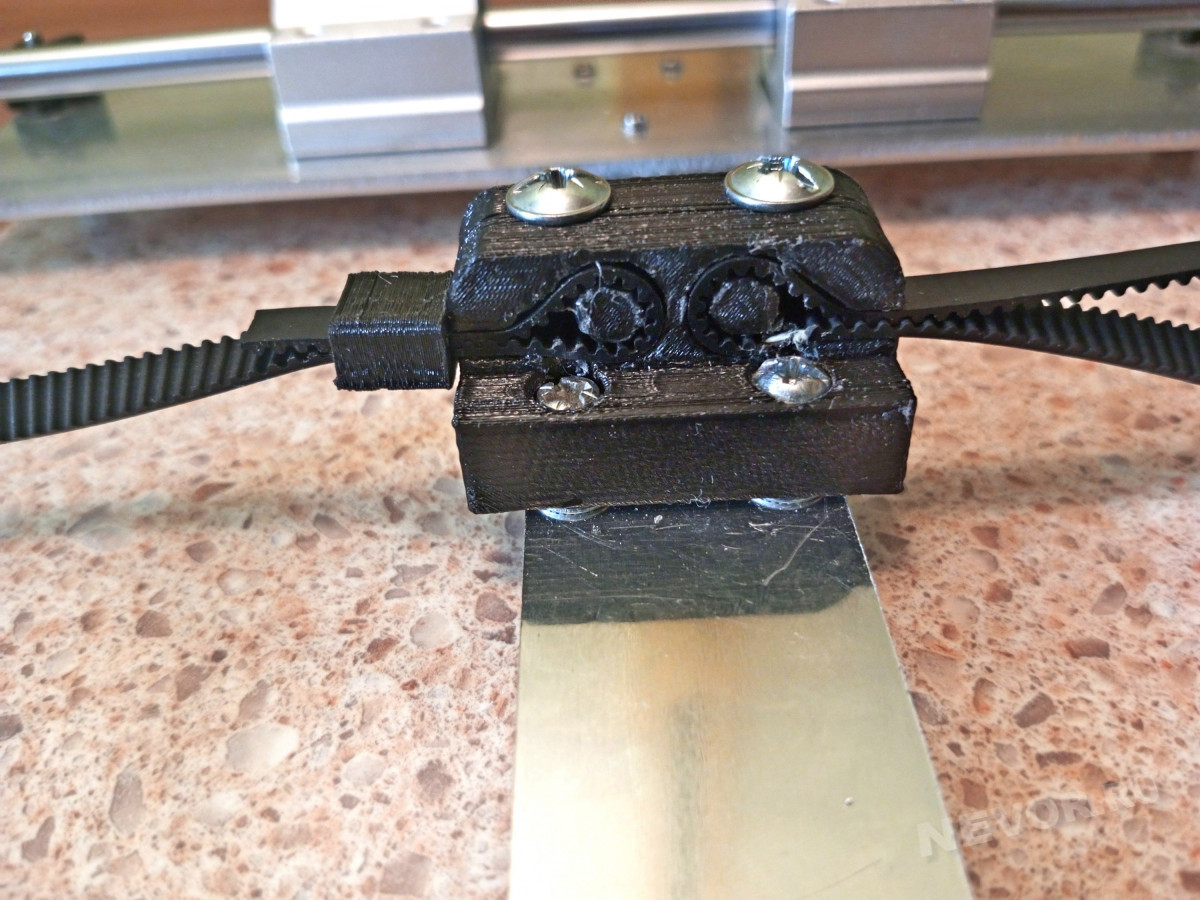
На столе пришлось заменить подшипники, напечатать новое крепление ремня к столу. Переделать крепёж самого крепления ремня. И смастерить для стола теплоизолятор, чтобы он при движении не охлаждался воздухом и его температура была бы более стабильной.
Ремень с новым креплением встал в одной плоскости с роликом натяжителя и вала двигателя. И тут стабильности и точности тоже прибавилось.
Печать кабель-каналов для проводов
Ещё одной проблемой стола (и принтера вообще) являлись макароны
из свободно болтающихся проводов. То, что они были в рубашках
, особо погоды не делало. Временами получалась петля, которую зажимало или столом или кареткой оси X. А могло и провод пережать или и вовсе перерубить.
Усилие у стола не маленькое при движении. И скорость бывает приличной. Как-то я себе палец столом ощутимо прищемил. Тоненькому проводу хватит с избытком, чтобы помереть.


Пришлось эту проблему тоже решать. Сначала я, загоревшись
идеей кабель-каналов и статьями как в них все провода убирают (какие надо и не надо) напечатал их тоже для всего. И воткнул везде. Но в итоге оставил только у стола, т.к. там он к месту и не нагружает узлы принтера. От него пользы в разы больше, чем вреда от дополнительной нагрузки на стол.
А вот так выглядел эксперимент (фото промежуточного результата) с кабель-каналом для оси X:
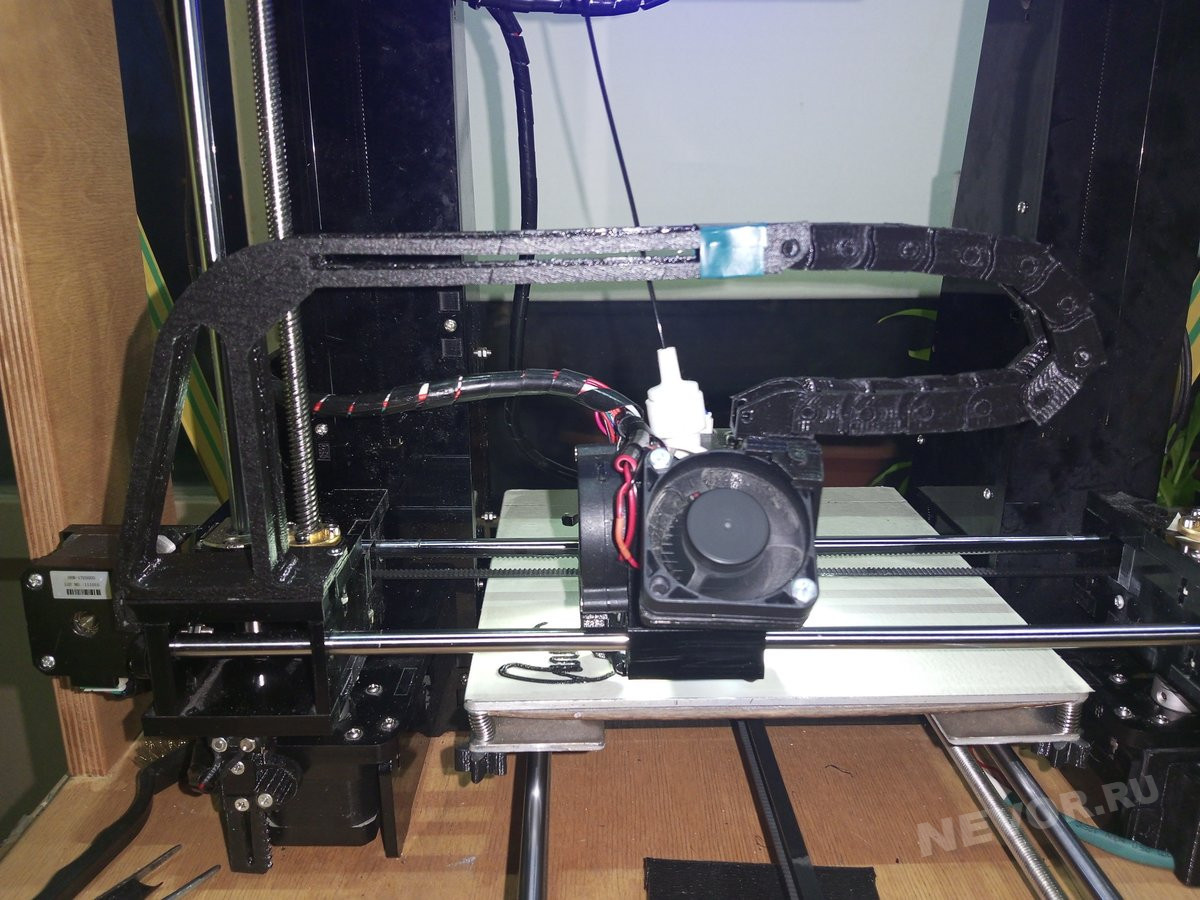
Разработка не моя, она имеет право на жизнь. Только в ней не учтено, что при максимальном верхнем положении стола (220 мм) длинны кабеля не хватит, чтобы без проблем и сопротивления доехать
до крайней правой точки. При этом добавляется вес, сопротивление при движении. А в итоге тут вопрос решился куда проще – обычной канцелярской резинкой. Она растягивается за полгода и я просто меняю её на новую. Большего в этом узле не требуется.

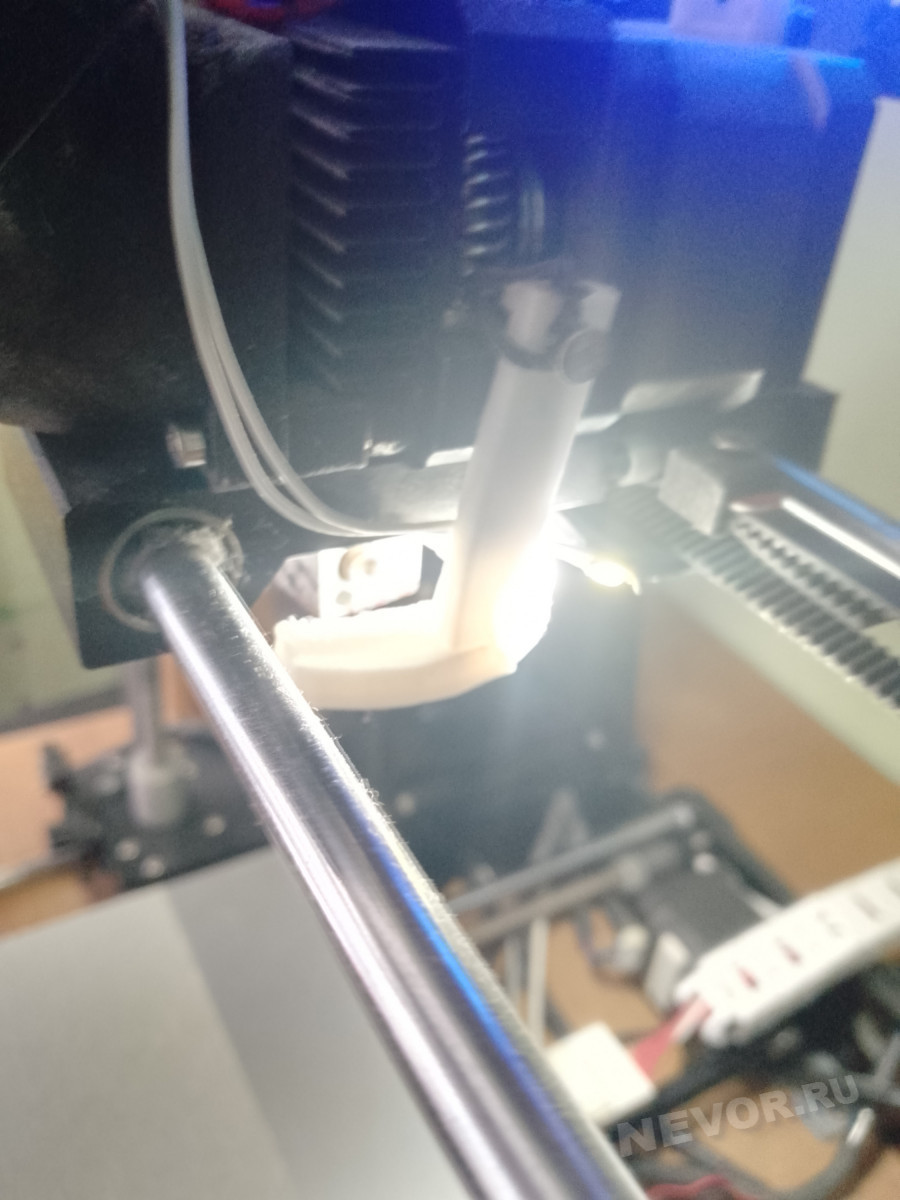
Освещение области печати
Одной из самых удачных и нужных доработок я считаю реализацию освещения области печати. Пришлось туда провести отдельную линию питания со свободных клемм на блоке питания принтера. И подобрать нормальную LED-ленту, а также сделать для всего этого стабильное крепление.
Удобства в работе это добавило прям очень ощутимо. Особенно в вопросах контроля качества процесса и подстройки в процессе печати. Очень удачная доработка. Освещение рабочих областей – это в принципе необходимость, я считаю.

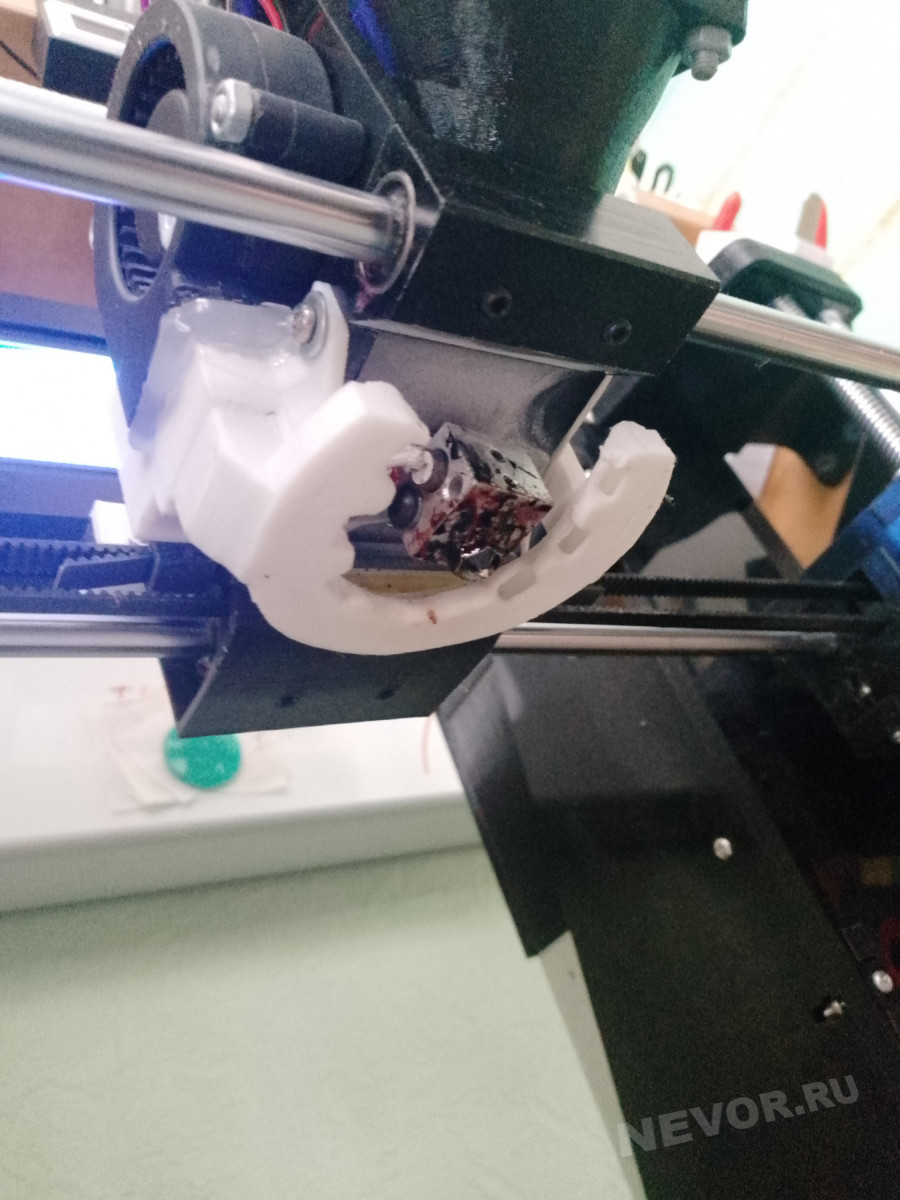
Обдув области печати
Эта доработка до сих пор в стадии активной разработки. Добиться равномерного обдува детали с учётом движения и положения экструдера – задача нетривиальная. Пока удалось добиться лишь удовлетворительных результатов. На хорошо
или отлично
они пока не тянут.
До идеальных результатов тут пока далеко, к сожалению. Причём на фото ниже то ли пятый, то ли шестой вариант детали воздуховода. Отмечу, что самостоятельно с нуля я ни один воздуховод не проектировал. Только дорабатывал найденное в сети. Тяжеловато проектирование такой детали для меня пока. Но проектировать придётся.
При печати на различных режимах влияние неравномерного охлаждения порой очень заметно. Настолько, что приходится подстраивать на проблемных участках параметры по скорости и температуре, чтобы это влияние компенсировать. Нужно очень точное распределение воздушного потока на обе стороны от сопла.
А для этого надо очень точно рассчитать плотность воздушного потока. Следовательно, точно рассчитать воздушные каналы, количество, шаг и размер отверстий. Тут у меня пока всё на троечку. И работа ещё предстоит.
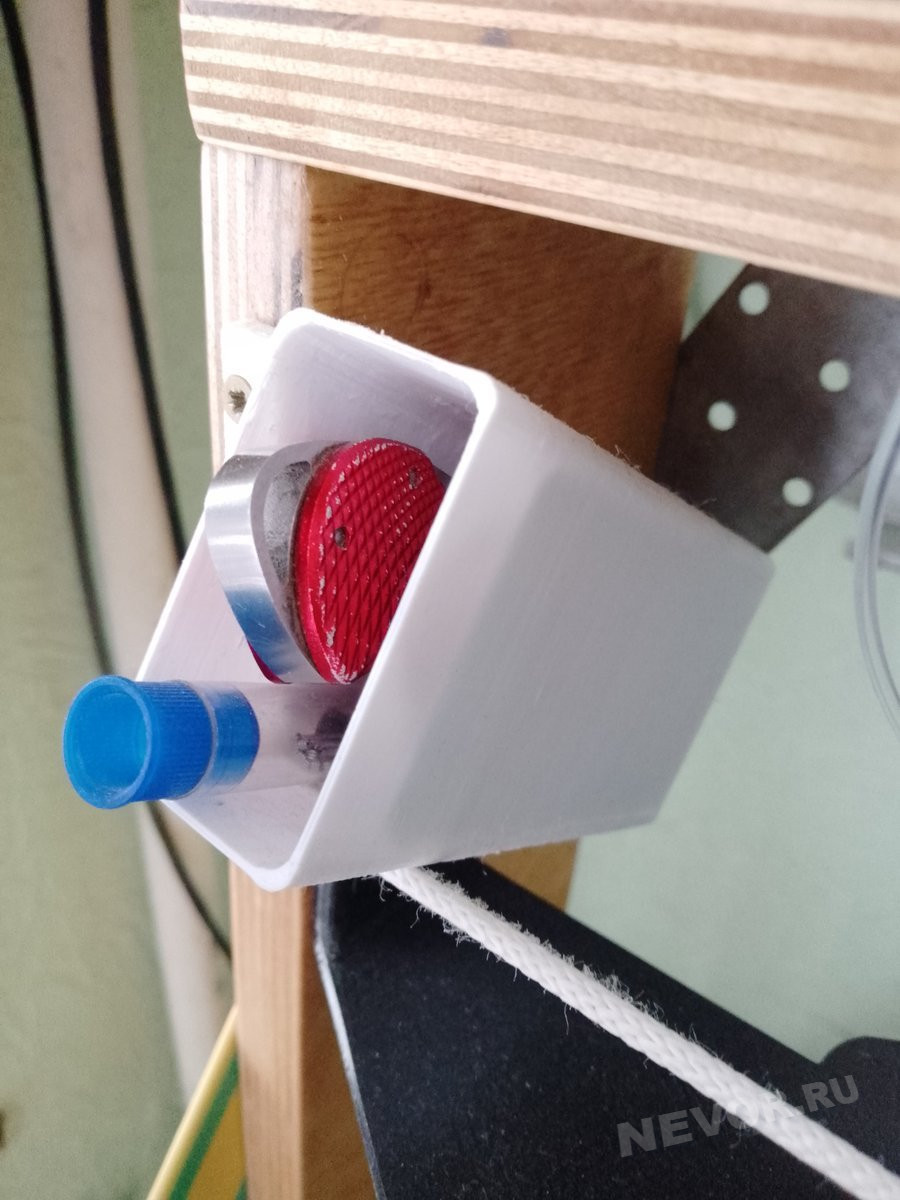
Очистка филамента от пыли
Я покупаю пластик разного ценового сегмента. Для черновой печати беру порой самый дешёвый. И часто он бывает достаточно грязным. Чтобы минимизировать вред от пыли и загрязнения при печати, приходится пластик чистить по месту
.
Один фильтр является направляющей и чистит пластик от загрязнений, второй исключает попадание пыли и других инородных мелких частиц в экструдер.


Пеналы для принадлежностей
В процессе печати деталей требуется некоторое количество вспомогательного инструмента. Часть для работы с пластиком, часть для подготовки принтера к печати. Набор в итоге у меня получился не маленький.
Поначалу я использовал только маленькое шило и пинцет для работы с филаментом, а из запчастей у меня были только два сменных сопла под другой диаметр и пара предохранителей. И под это была сделана маленькая полка на корпус (ещё до изготовления фанерной рамы).

Но парк вспомогательного инструмента быстро начал расти. И нужно, чтобы всё это было под рукой. Пробовал я разные варианты и в итоге пришёл к тому, что решил использовать свободное пространство в раме, не мешающее работе, для хранения всего инструментария. Получилось очень практично и удобно.
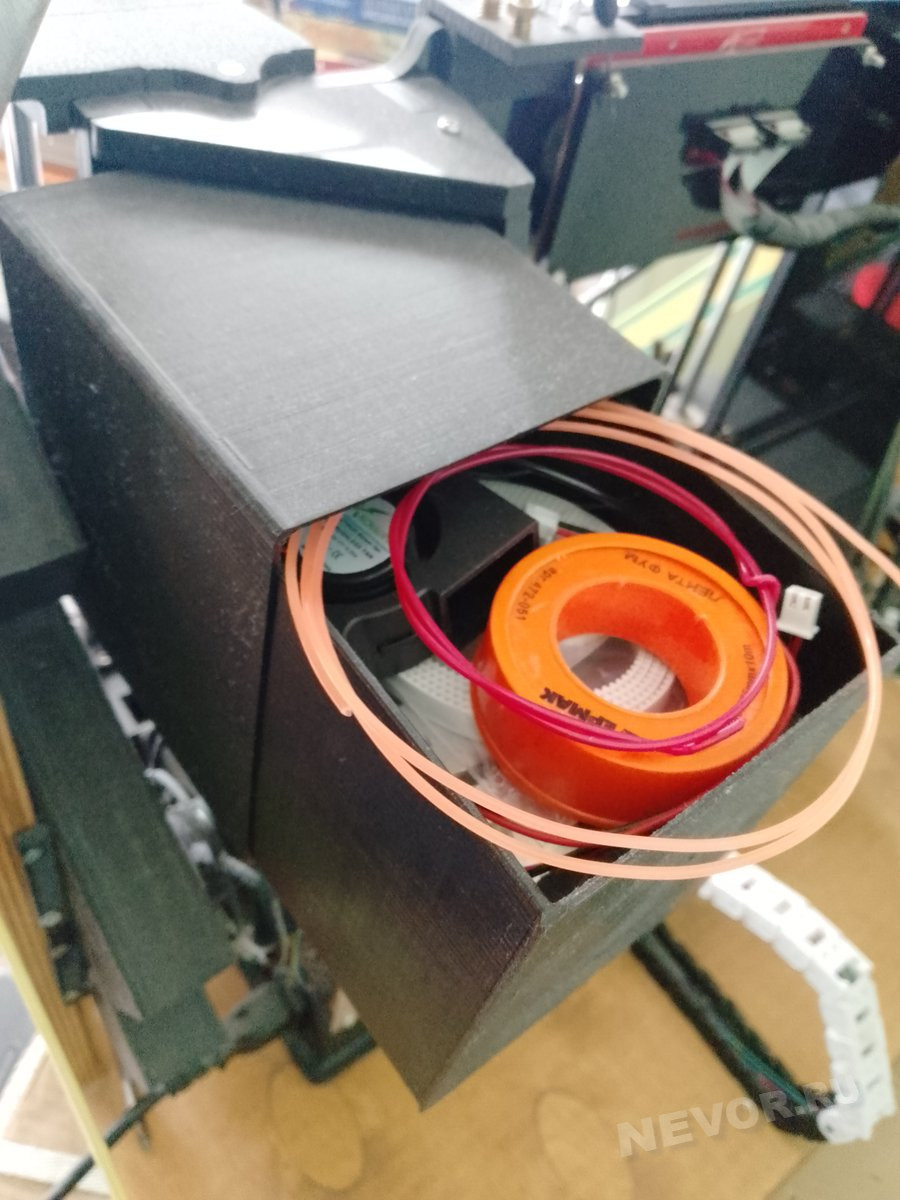
А небольшой шкафчик сзади служит хранилищем запчастей, чтобы не искать их по всем ящикам в рабочем столе или ещё где-нибудь. Всё всегда под рукой.
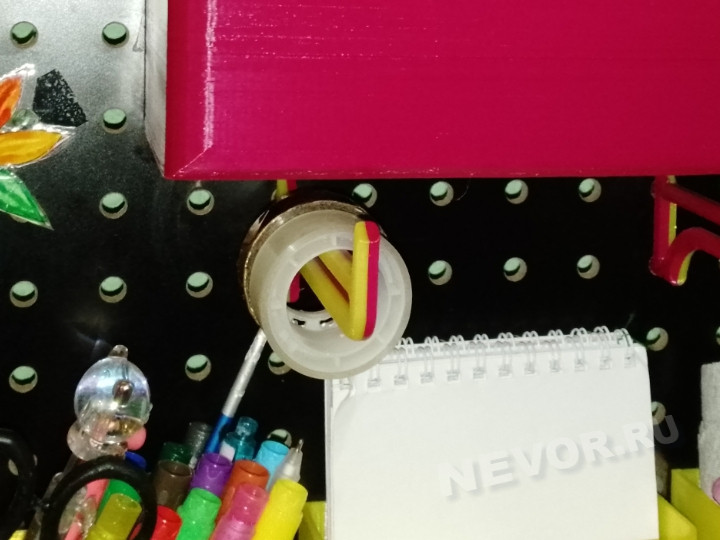
Система подачи филамента
Эта доработка получилась столь же удачной, как и подсветка. Катушки стоят над экструдером. Если случается перехлёст и филамент начинает идти внатяг, катушка никуда не денется, не упадёт, не укатится. Усилие будет направлено перпендикулярно вниз, что только лучше зафиксирует катушку в креплении и просто пойдут пропуски на экструдере.
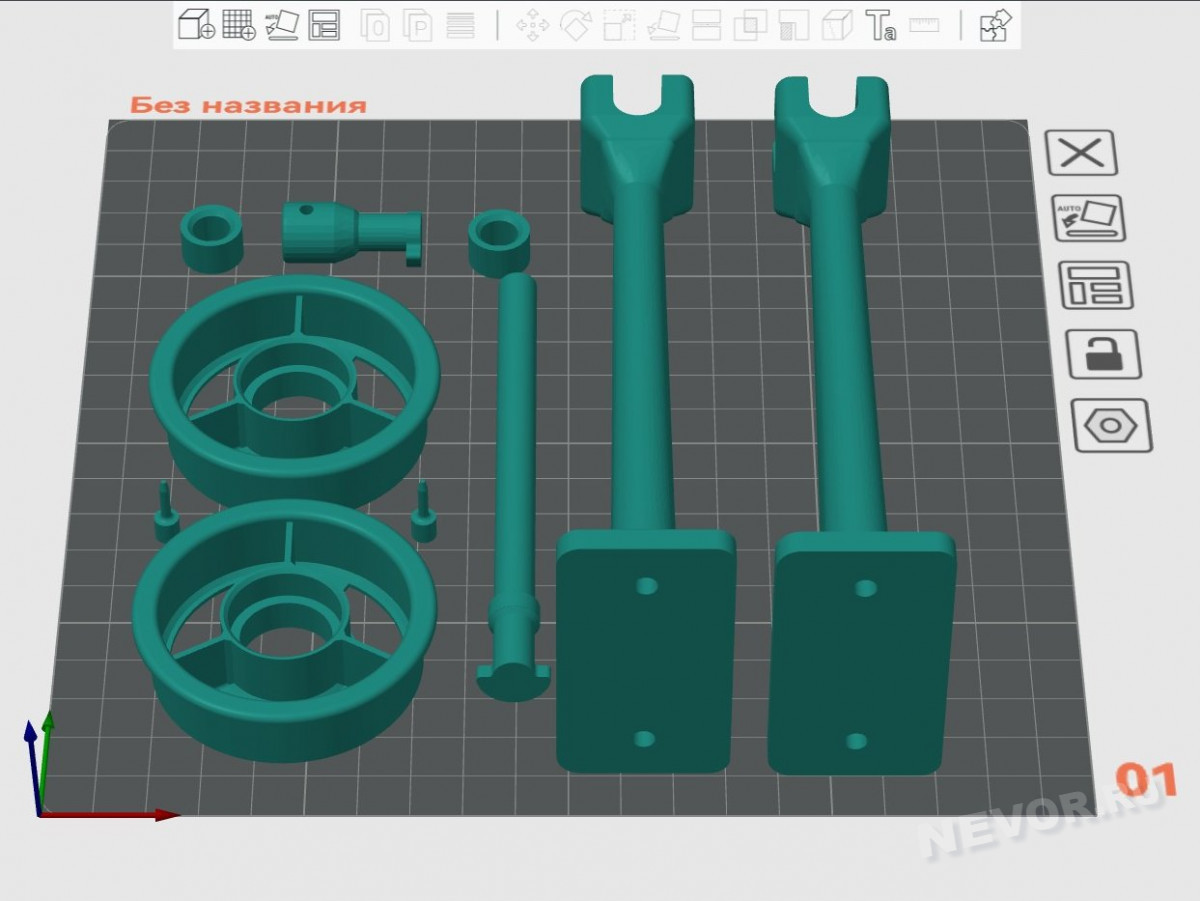
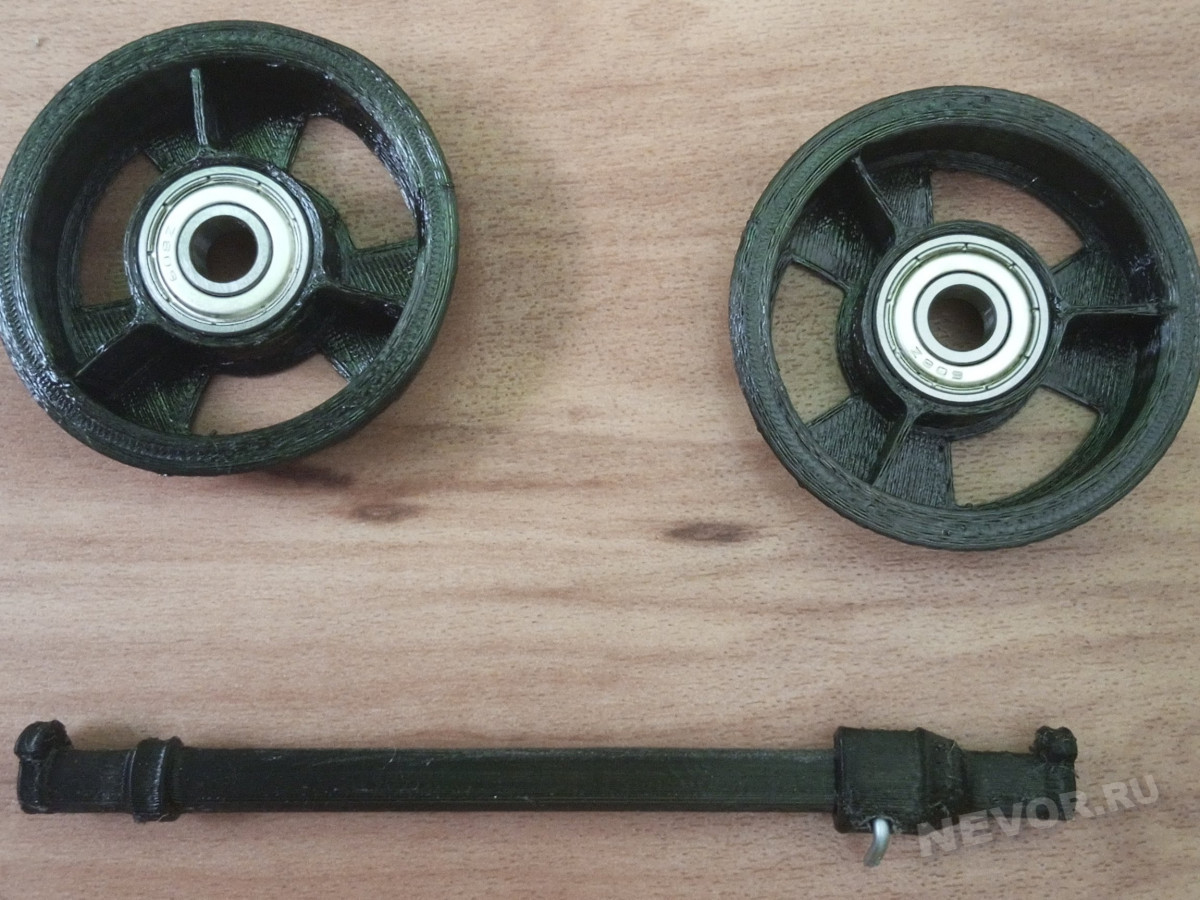

При такой конструкции вал в руках держать удобно и перематывать катушки вручную достаточно просто. Пружинные упоры не дают катушке свободно вращаться.
На раме можно хранить по четыре катушки с разным пластиком. И легко можно печатать многоцветные изделия. Только надо филамент менять, когда идёт заполнение в слое детали и скорость снижать. Двухцветные модели получается печатать достаточно легко и вполне хорошего качества.
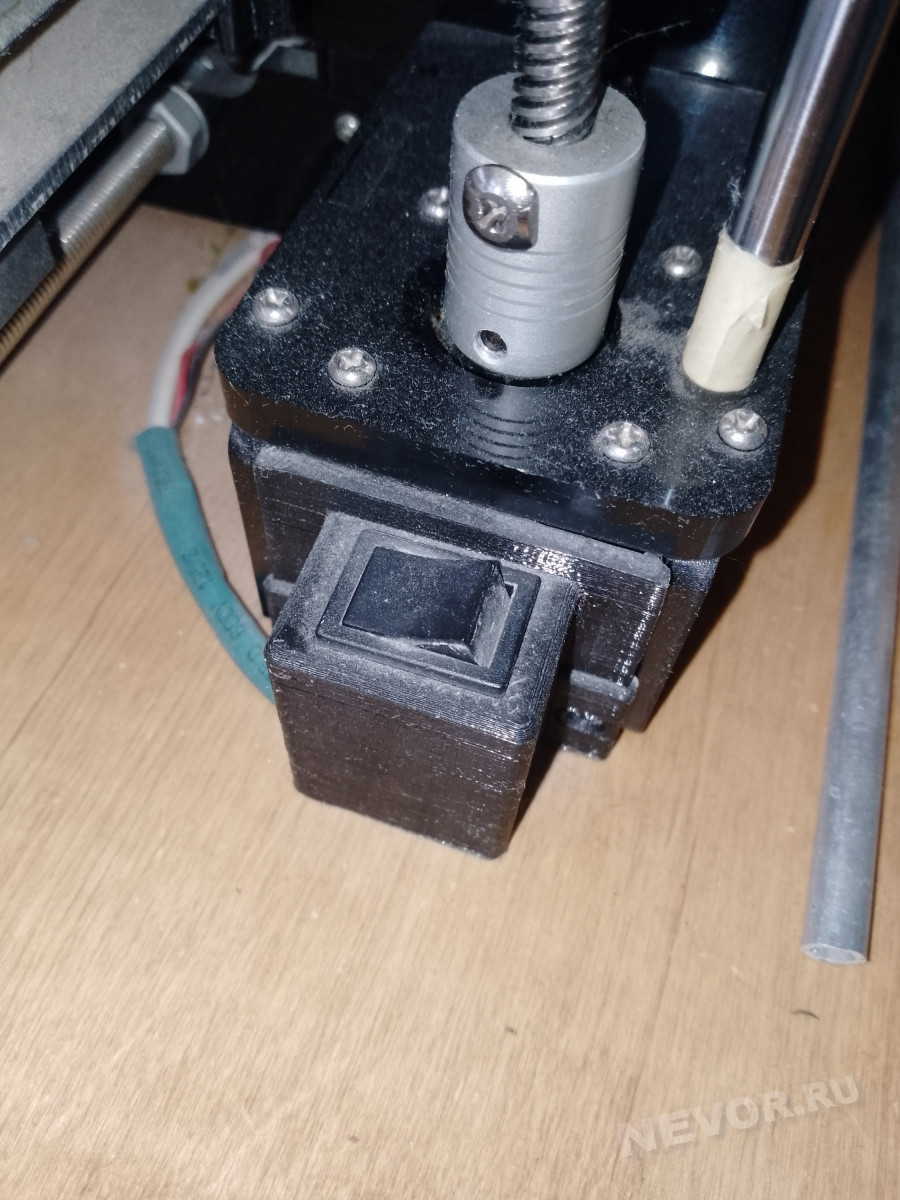
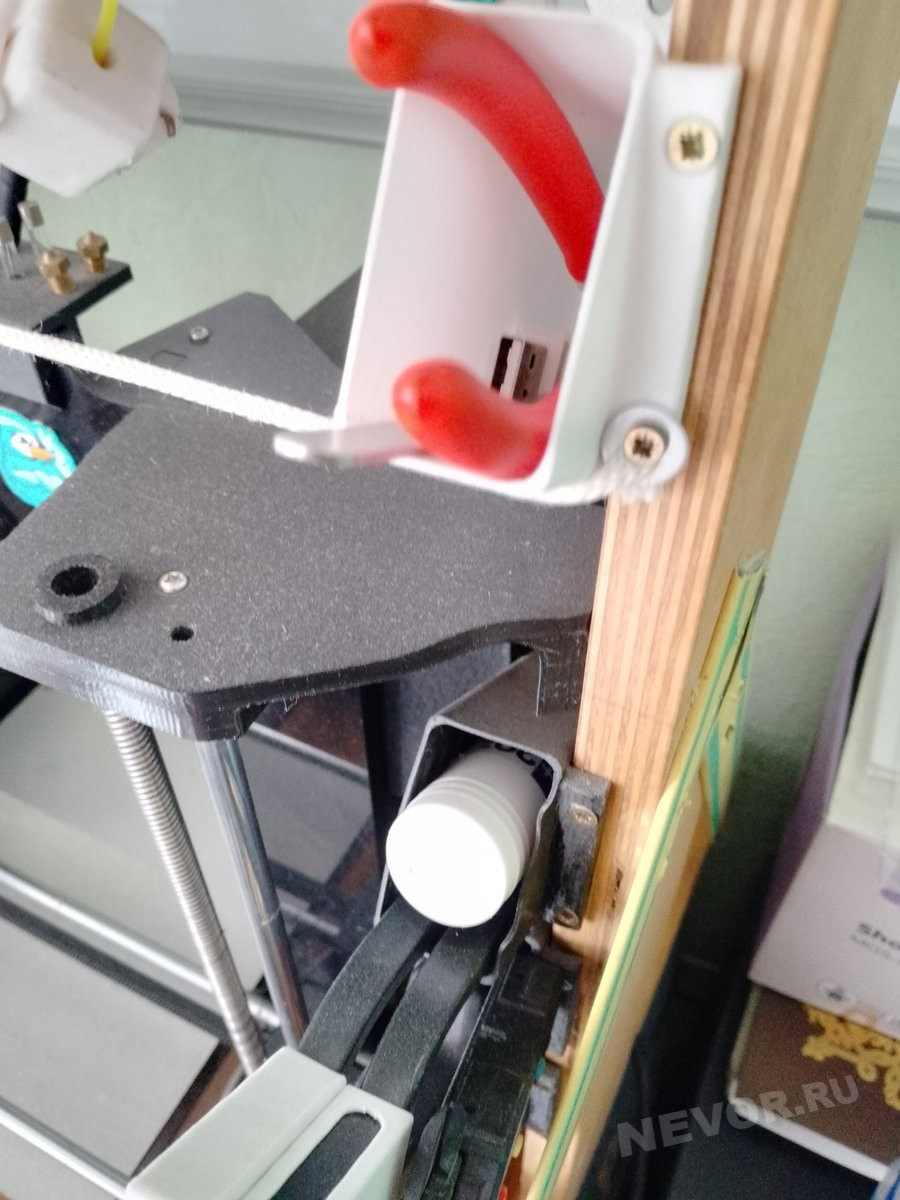
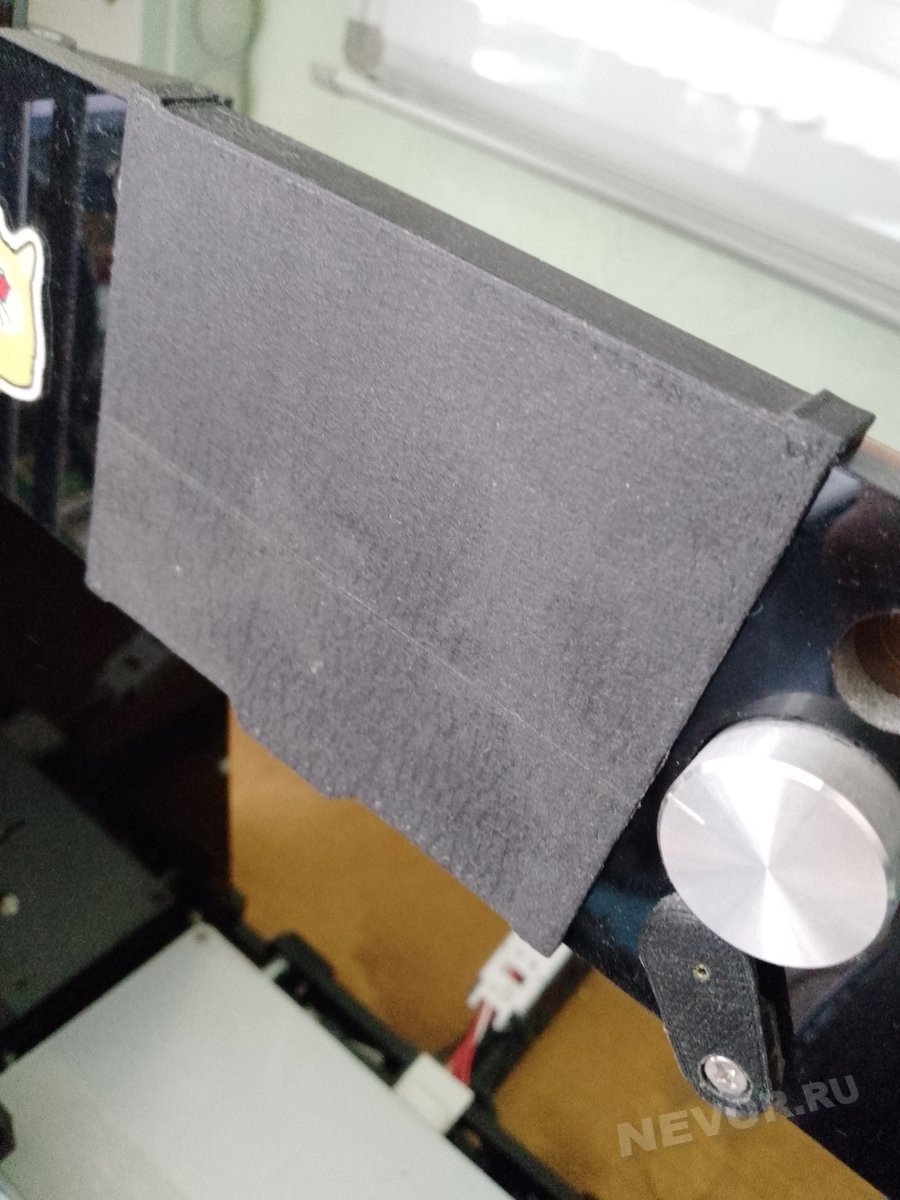
Защита для кнопки сброса и крышка для экрана
При работе с настройками периодически нажималась кнопка сброса. Расположена она очень неудачно. Крутишь ручку управления настройками да и нажмёшь нечаянно на сброс. Пришлось ей сделать предохранитель. Заодно и шторку для экрана распечатал, чтобы ночью комнату не озаряло синим сиянием. А также удалил динамик с платы управления, чтобы принтер истошно не верещал по окончании печати и при копании в настройках.
Панель подключения питания и система охлаждения электроники
Очень важная и серьёзная доработка. Блок питания на бюджетных принтерах устанавливается по характеристикам впритык. Работает, соответственно, почти на максимуме и греестя соответственно. Плата управления тоже нормально нагревается, особенно контактные разъёмы. Поэтому решил озаботиться охлаждением всего этого дела.
Разница по температуре между штатной реализацией с завода
и тем, что на фото ниже, отличается в разы. На панели подключения питания я хоть и вывел два выключателя для отключения вентиляторов, но когда сравнил разницу работы принтера с охлаждением и без – малость прифигел. И с тех пор вообще их не отключаю. С ними железо прослужит в разы дольше.
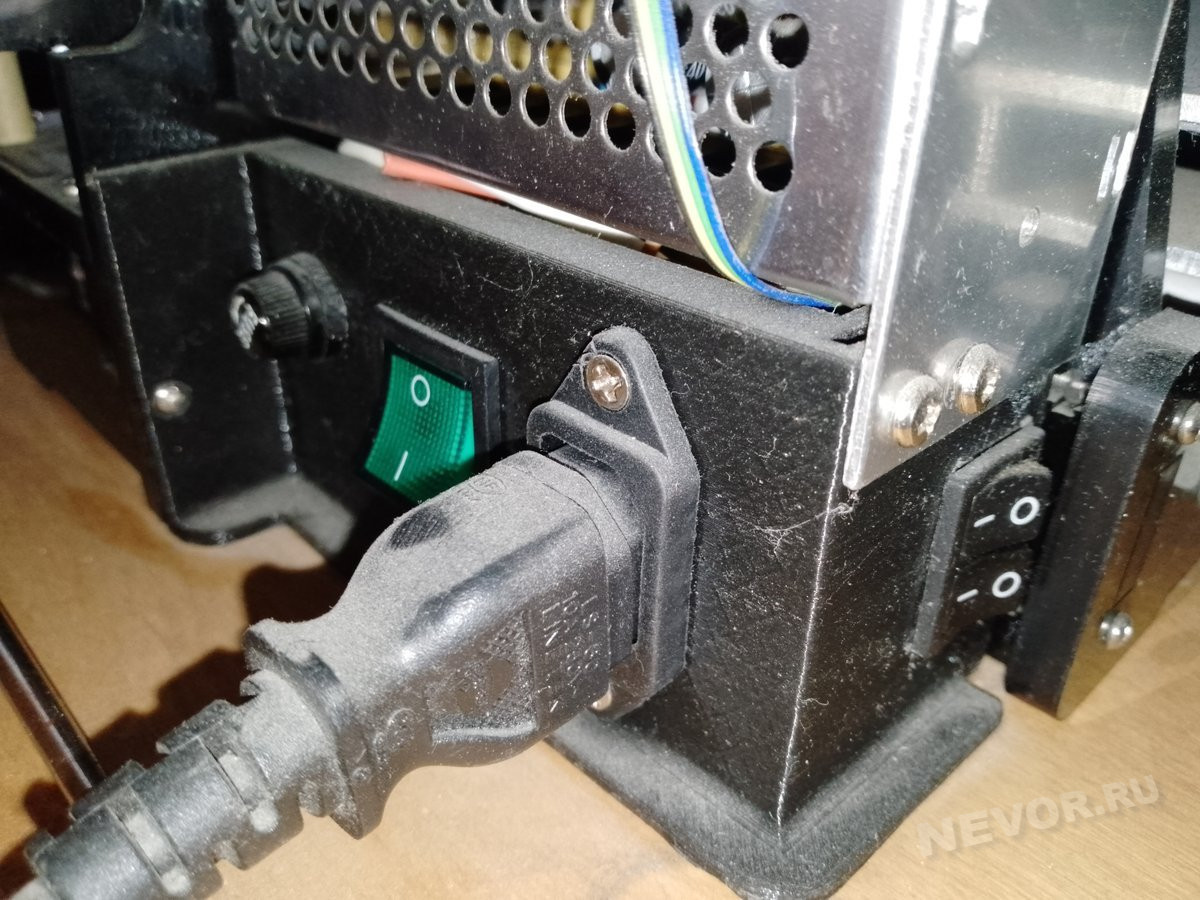


Чтобы постоянно не дёргать сетевой кабель (и в целом для удобства) смонтировал выключатель с подсветкой и предохранитель от КЗ для пущего спокойствия. Корпус принтера после этой доработки стал выглядеть более презентабельно и продумано.
Перенос кард-ридера
Очень много неудобств доставлял кард-ридер. Печатаю я исключительно с флешки, а слот расположен на плате управления принтером, среди проводов. Им изначально было очень неудобно пользоваться, а когда я сделал фанерную раму и обдув, с этим делом стало совсем плохо.
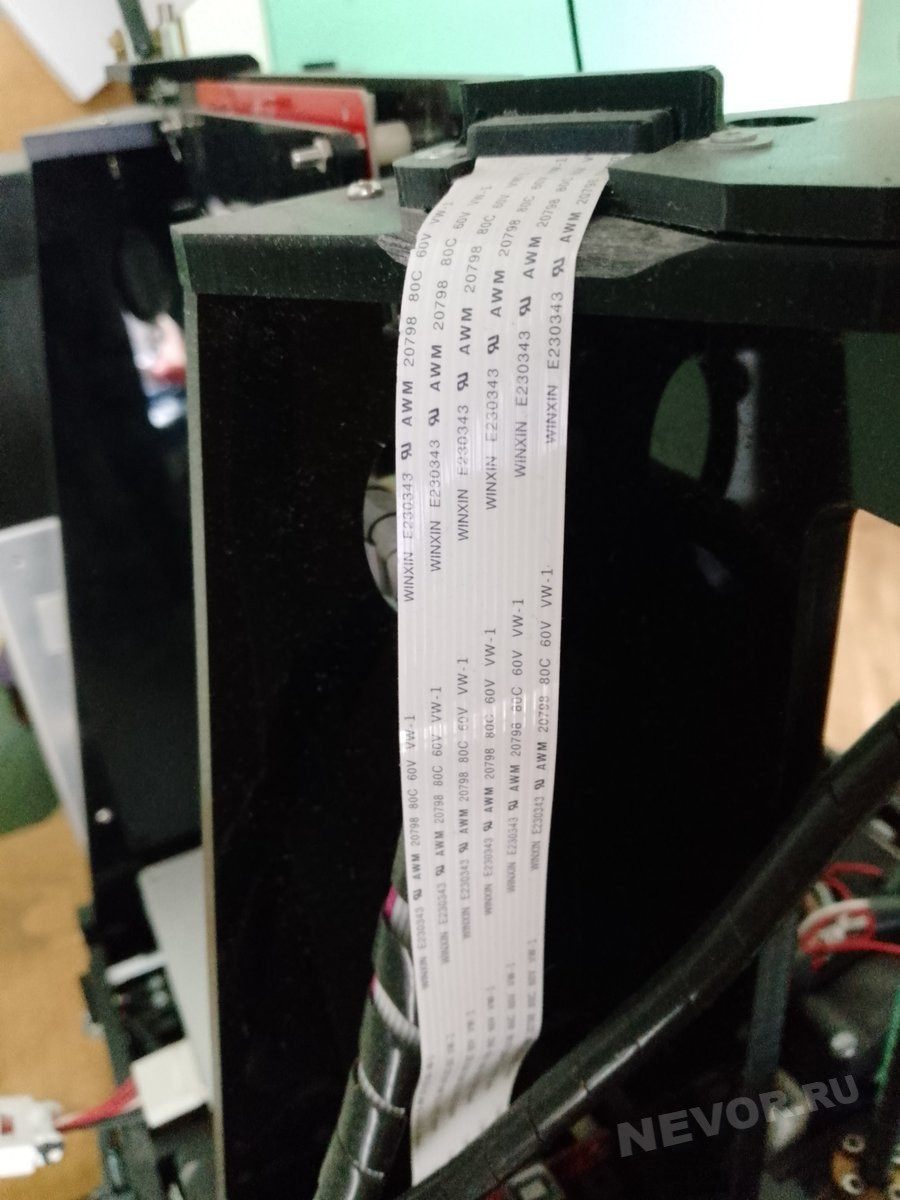

Пришлось заказать на AliExpress удлиннитель и перенсти кард-ридер в удобное место. С первого раза крепление получилось неудачным, но во второй раз всё получилось идеально.
Датчик температуры камеры печати
Датчик температуры я прикупил на будущее, для отслеживания температуры в камере печати при печати нейлоном и ABS-пластиком. В планах было сделать камеру из плотной полиэтиленовой плёнки или из оргстекла. Но позже решил принтер перенести в шкаф в специальную нишу со стеклянной дверцей. Пока шкаф и ниша в процессе реализации. А датчик в режиме ожидания.

В качестве заключения
3D-принтер – аппарат уникальный. Сам себя печатает. Особенно рьяно этой возможностью пользуются те, кто собирает принтер самостоятельно. И те, кому (как и мне) достался достаточно неудачный с точки зрения конструкции экземпляр. Anet A6 прямо из коробки уже является Kit-набором умелые ручки, а не готовым изделием. А мне он достался и вовсе замученным.
Тем не менее, при умелом подходе многое можно выправить и улучшить. Что, собственно, эта статья и демонстрирует. Из практически нерабочего принтер стал абсолютно пригодным к использованию и бодро выполняет возложенные на него задачи. Ещё и окупился уже несколько раз.
При грамотном подходе с катушки дешманского пластика за 600 рублей можно напечатать изделий на 600 долларов. Что и было плюс-минус сделано.
Любую бюджетную модель требуется дорабатывать (и часть не бюджетных тоже). И эти доработки в ряде случаев могут повысить качество и скорость печати в два и более раз. Так что игра стоит свеч. К тому же это очень интересно и увлекательно. Я Anet A6 дорабатывал около полугода. И ни капли не жалею

Первая статья из небольшого цикла, основанного на моём годовом опыте регулярной печати на 3D-принтере пластиками PET-G. В этой вводной статье я расскажу о том, что стоит учитывать перед покупкой 3D-принтера, чтобы он не превратился через несколько месяцев в бесполезную дорогую игрушку, собирающую пыль в дальнем углу.

Когда только покупаешь себе 3D-принтер, вопросов о том, в чём создавать модели, зачастую не возникает. Поскольку есть уйма сайтов, где можно скачать готовые модели для 3D-печати. Но со временем мысли о том, чтобы что-то создать самому всё же появятся. Или же доработать чужую модель. Мне, например, нормально спроектированные модели попадаются ну очень редко.
И тут, сев за изучение, можно буквально захлебнуться. Программ десятки. 3D-модель состоит из полигональных сеток (mesh`ей). И есть программы, которые могут создавать и редактировать именно сетки. Есть, которые создают 3D-модели из готовых объектов. А есть которые именно конструируют модели. И в этих трёх группах по десятку программ найдётся точно.
В этой статье я напишу о тех, которыми пользуюсь сам. Ну и о паре аналогов упомяну, которые тоже рассматриваю для освоения в будущем.
")
В продаже на сегодняшний день есть 2 большие группы 3D-принтеров, печатающих по технологии FDM: печатающие при температуре до 260С° и свыше 300С°. Порог в 260С° связан с использование тефлоновых трубок в экструдерах и это в большинстве случаев обойти достаточно просто. А вот ограничения в прошивке принтера обойти сложнее. Иногда сильно сложнее. Поэтому в этой статье я буду разбирать популярные пластики для печати, которые подойдут для всех принтеров без исключения, т.е. с температурой плавления до 260С°.